-


-
齿轮电子束焊缝超声C扫描成像系统
快速高效
缺陷成像:缺陷大小一目了然
精度高:按AAA标准检出0.8mm缺陷
- 全部
- 产品特点
- 技术参数
- 资料下载
- 工作原理
- 操作视频
- 保养保修
- 应用领域
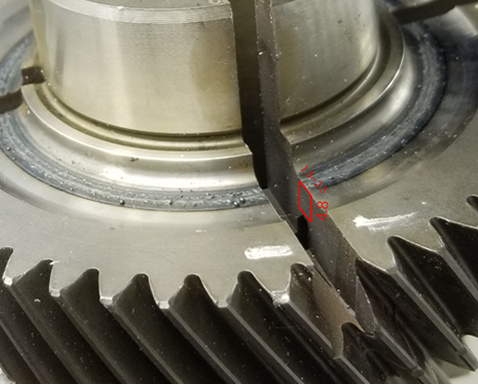
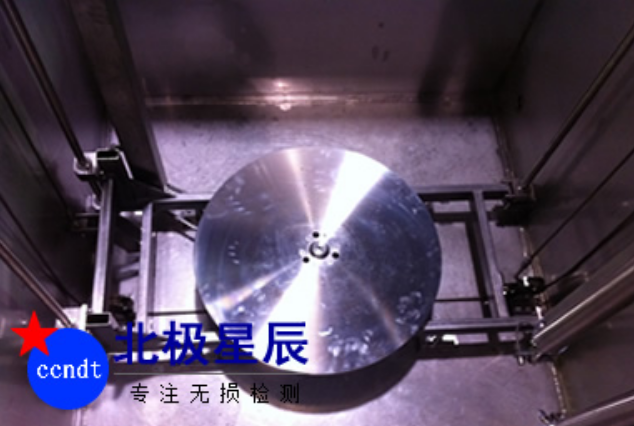
把齿轮放在转盘上,探头由齿轮内孔进入,探头方向垂直于孔内壁
超声 C 扫描成像检测系统的一个核心部件是由压电陶瓷晶片和透镜构成的水浸点聚 焦探头,点聚焦探头的压电陶瓷在高压窄脉冲的激励下,产生短的声脉冲,随后这些声脉 冲被声透镜聚焦在一起,超声 C 扫描成像检测系统的也称这个水浸点聚焦探头为”换能器”。
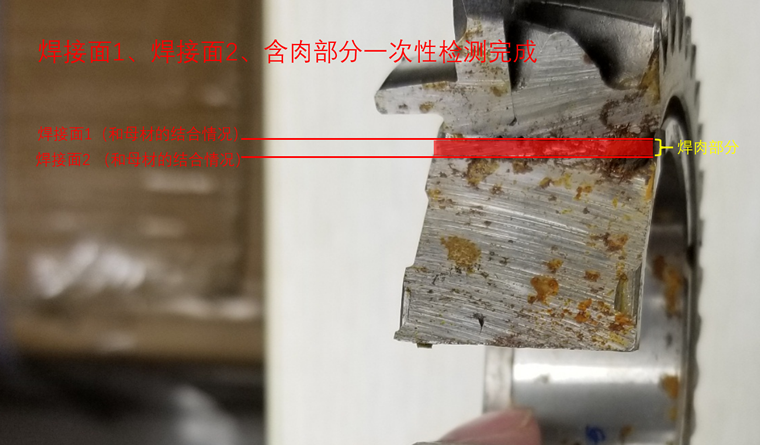
超声波 C 扫描成像技术可以一次同时扫描被检工件的不同深度层,从而可以完整地 观测到工件内部缺陷(如分层缺陷在不同层面上的分布情况)。该技术是分析材料多层结构 分布的最重要的无损检测方法,可以很好地探测出空洞、分层和水平裂纹.


把探头置于内孔,探头发射方向垂直于内壁(也是垂直与焊接面),c扫成像展开图如下:
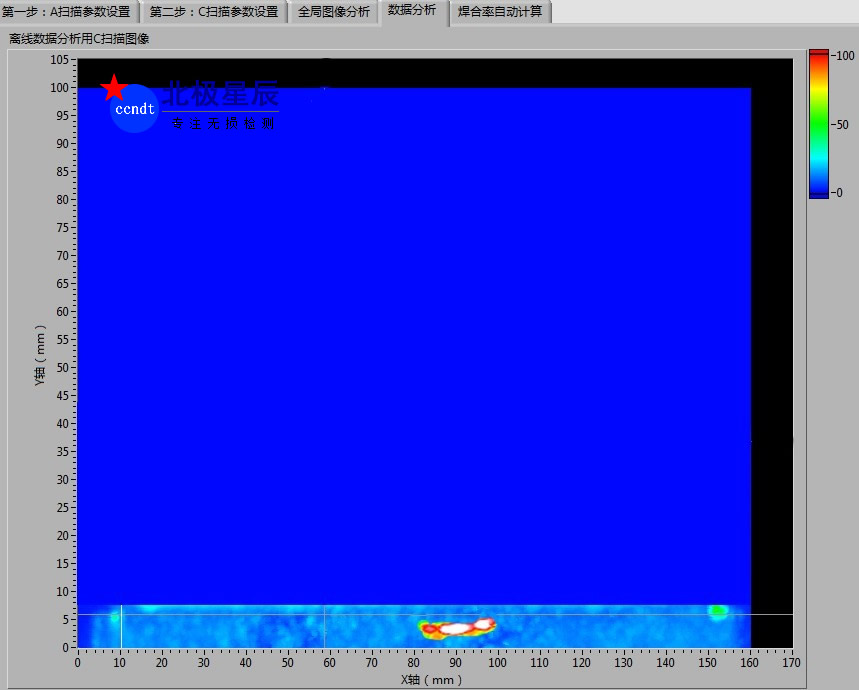
如果焊缝余高磨平,探头发射方向垂直于焊接面,不将探头置于齿轮内孔,若焊接宽度大于2mm可用此方案。此时c扫图像如下:

超声水浸C扫描成像检测系统采用全水浸耦合方式,利用高频超声波,无损、高精细、高灵敏度的检测焊接质量,生成可视化的检测图像结果,进行直观图形显示和评估。
根据工件形状、尺寸,系统提供四轴运动机构及专用尺寸的水槽机械。系统提供相应超声C扫设置参数,让c扫检测图像更逼真。具体功能如下:
(1)自动显示缺陷图像,缺陷大小和形状一目了然
(2)自动统计缺陷大小、坐标、面积及缺陷面积百分比
(3)A、B、C、D扫描像显示并存储
(4)实现检测结果的断层CT扫描:通过B扫、C扫、D扫的综合扫描,实现层析扫描,清晰分析每层状况,每层切片可薄至0.1mm;同时扫描所有层,大大提高探伤效率
1. 快速高效、缺陷成像‘缺陷大小一目了然’
2.精度高,按AAA标准检出0.8mm缺陷
垂直线性误差:≤3%
水平线性误差:≤0.2%
灵敏度余量:>60dB (200Φ2平底孔)
分辨力:>30dB
动态范围:≥30dB
电噪声电平:<20%
频带:0.2 MHz ~ 20MHz,包括3个宽带。
采样频率:基于硬件的实时采样频率,100MHz。
增益:0.0 dB ~ 110.0dB。步进值:0.2、0.5、1.0、2.0、6.0dB、12.0dB。0.0dB档可锁定增益调
节功能。
阻尼:50Ω、75Ω、150Ω、500Ω。
发射脉冲:方波(选件)(电压20V ~ 500V,脉冲宽度20ns ~ 1000ns)尖脉冲(发射强度:
高、中、低)。
脉冲重复频率:20Hz ~ 1000Hz,自动调节。
探测范围:1 mm~10000mm(钢纵波),连续可调,最小步进值 0.1mm。
材料声速:100 m/s~20000m/s,连续可调。内置7个常用的材料声速值。
显示延时:-5μs~3400μs。
探头延时:0μs ~ 100μs。
工作方式:单晶、双晶、透射。
测量模式:闸门内脉冲波的前沿、峰值。
检波方式:全波、负半波、正半波、射频。
抑制:0% ~ 90%,抑制连续可调,抑制的打开,不影响C扫描系统的垂直线性等指标
环境温度:0℃~ 55℃
水平线性误差:≤0.2%
灵敏度余量:>60dB (200Φ2平底孔)
分辨力:>30dB
动态范围:≥30dB
电噪声电平:<20%
频带:0.2 MHz ~ 20MHz,包括3个宽带。
采样频率:基于硬件的实时采样频率,100MHz。
增益:0.0 dB ~ 110.0dB。步进值:0.2、0.5、1.0、2.0、6.0dB、12.0dB。0.0dB档可锁定增益调
节功能。
阻尼:50Ω、75Ω、150Ω、500Ω。
发射脉冲:方波(选件)(电压20V ~ 500V,脉冲宽度20ns ~ 1000ns)尖脉冲(发射强度:
高、中、低)。
脉冲重复频率:20Hz ~ 1000Hz,自动调节。
探测范围:1 mm~10000mm(钢纵波),连续可调,最小步进值 0.1mm。
材料声速:100 m/s~20000m/s,连续可调。内置7个常用的材料声速值。
显示延时:-5μs~3400μs。
探头延时:0μs ~ 100μs。
工作方式:单晶、双晶、透射。
测量模式:闸门内脉冲波的前沿、峰值。
检波方式:全波、负半波、正半波、射频。
抑制:0% ~ 90%,抑制连续可调,抑制的打开,不影响C扫描系统的垂直线性等指标
环境温度:0℃~ 55℃


保修声明
1.一年质保期:
从用户购置之日起,1年内出现质量故障(探头、探头线、电池、充电器除外),可免费维修;
2.服务热线
用户拨打服务电话010-62410403,可以咨询数字超声波探伤仪的操作方法,并可以得到中文操作手册及相关探伤标准等相关培训资料;
3.响应速度快:
如果出现产品质量问题,接到买方及最终用户的电话后1小时内给于答复;
4、终生维护
本公司负责终生维护;
5.功能升级
数字超声波探伤仪主机1年提供功能升级。
北京北极星辰科技有限公司
超声波检测设备技术部
齿轮加工制造与检测企业