内燃机摩擦焊气门超声波探伤
建议使用探伤仪型号:BSN900
——————————————————————————————————————————————
内燃机摩擦焊气门超声波探伤

1 范围
JB/T 6012的本部分规定了超声纵波直射检验双金属摩擦焊气门棒料焊接缺陷的方法和评定标准。 本部分适用于气缸直径200mm 以下的往复活塞式内燃机双金属摩擦焊气门棒料也可供气门半成
品、成品超声波检测时参照采用。
2 规范性引用文件
下列文件中的条款通过B/T 6012的本部分的引用而成为本部分的条款。凡是注 日期的引用文件, 其随后所有的修改单 (不包括勘误的内容) 或修订版均不适用于本部分,然而,鼓励根据本部分达成协 议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T 9445 元损检测 人员资格鉴定与认证 ( GB/T 9445-2005, ISO 9712: 1999, IDT)
GB/T 12604.1 元损检测 术语 超声检测 ( GB/T 12604.1-2005, ISO 5577: 2000, IDT)
B/T 4008 液浸式超声纵波直射探伤方法 B/T 4009 接触式超声纵波直射探伤方法 JB/T 6012 内燃机 进、排气门 技术条件
3 术语和定义
3.1 元损检测术语和定义按GB/T 12604.1的规定。
3.2 气门的术语和定义按JB/T 6012的规定。
4 人员资格
4.1.1 气门超声波检测人员应取得有关主管部门颁发的检测人员的等级资格证。
4.1.2 气门超声波检测人员应具有气门结构、工艺、缺陷等基本知识。
5 设备、探头和藕合剂
5.1 设备
检测设备按JB/T 4008和阻/T 4009的规定。
5.2 探头
5.2.1 接触法使用直径8mm 14mm ,频率为2.5MHz纵波直探头。
5.2.2 液浸法使用直径14mm 18mm,频率为5阳Iz;j( 浸直探头。
5.3 耦合剂
5.3.1 采用接触法检验时,使用清洁的机油或甘泊为搞合剂。
5.3.2 采用液浸法检验时,使用水作为稿合剂。
6 对比试块
6.1 对比试块用与检测面一端相同的材料制成,其棒料以q> 2dB l/) 22dB灵敏度检测不得有缺陷。
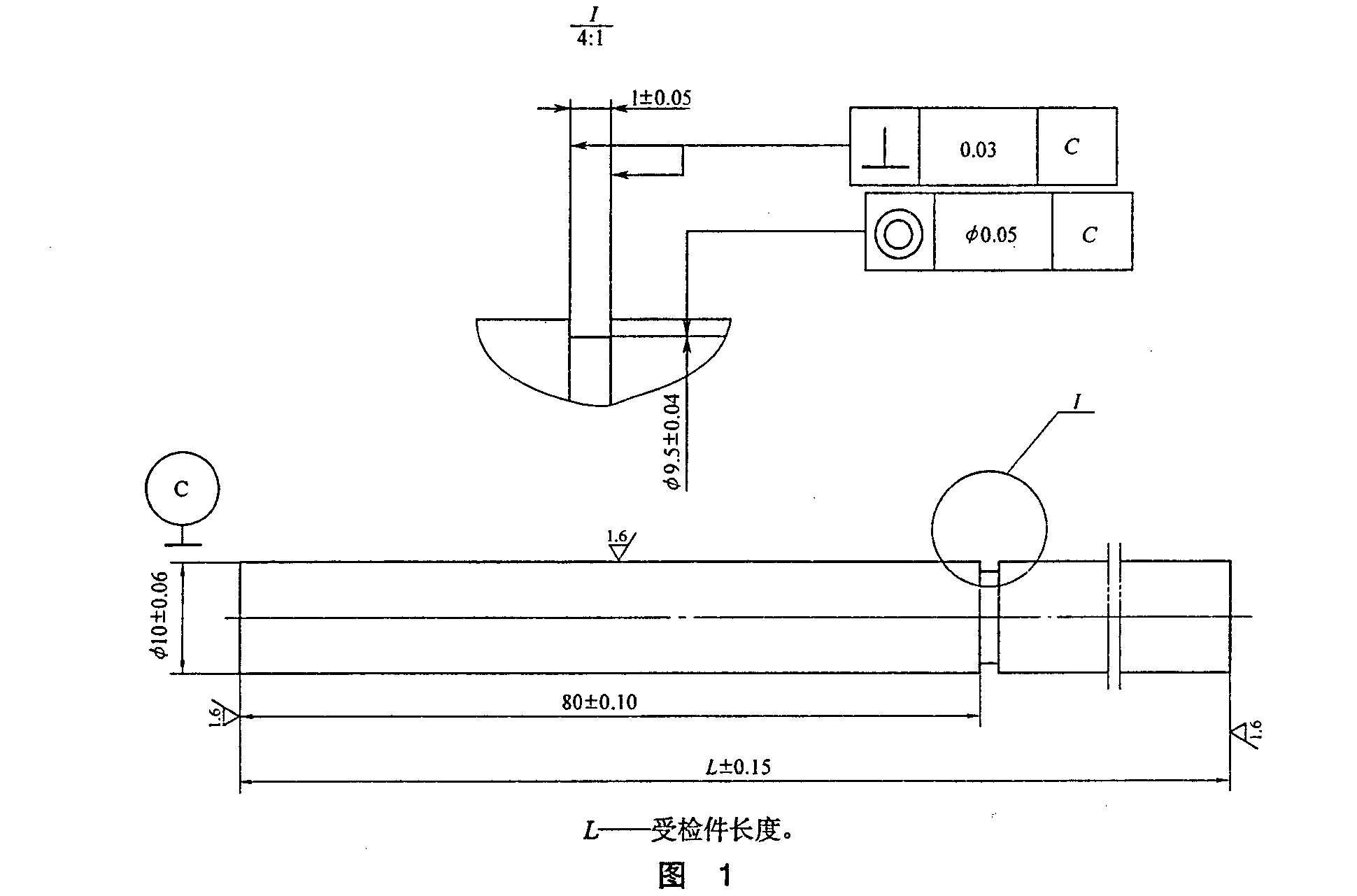
6.2 对比试块形状尺寸见图1,其人工缺陷相当于q> l.5mm平底孔当量。
6.3 为精确判定缺陷,亦可使用有等效作用的其他类型的对比试块。
7 检验方法
7.1 检测面的选择及受栓件的要求
7.1.1 检测面一般应为马氏体棒料一端的端面。
7.1.2 检测面周围不允许存在毛刺,倒角应小于或等于0.5mmo
7.1.3 检测面表面粗糙度Ra l.6µmo
7.1.4 杆部表面粗糙度Ra2.5µm。